高速氧燃气喷涂
高速氧燃气喷涂工艺特点
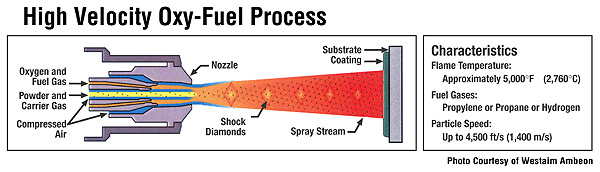
高速燃气喷涂时的燃气速度为1370~2930m/s。与之相应的喷涂粒子飞行速度为480~1020m/s。高速燃气焰流的典型温度取决于燃料种类及反应条件,在1650到2760℃之间。这差不多比等离子喷涂时的温度低10000℃。由于很高的燃烧室压力及较长的喷嘴长度,粒子在焰流中可以得到很好的加速与有效的热交换。不过,喷涂粒子仍难以加热到充分熔化的程度,更不会过热。而速度极高,有很大的动量的粒子在撞击基体表面时会发生足够的变形,使涂层非常致密,结合可靠,氧化物细小分散。粒子的加热时间取决于喷嘴的长度。依喷枪结构,喷涂材料的种类以及粒度分布的不同,喷嘴长度通常在75~305mm之间。粒子的加热程度对工艺过程十分关键。过分的加热会导致熔化的粒子黏附于喷嘴内壁,喷嘴内壁的堆积会严重影响喷涂的正常进行。防止这种堆积现象是高速燃气喷涂的一个重要问题。
高速氧燃气喷涂喷涂材料
高速燃气热喷涂技术始于碳化钨涂层,但是它可以实现任何金属、合金以及复合粉末的喷涂。喷涂材料的种类与应用不断发展。为了得到最佳的喷涂效果,对于粉末粒子的粒度及其分布有相当苛刻要求。过分微细的粉末粒子会在焰流中熔化而沉积在长喷嘴的内壁,使喷涂工作不能长时间地连续进行。粉末的形态和制造工艺对其使用性能也有显著的影响,专用的喷涂粉末的沉积率通常可以达到70%~75%。现在商品化的高速燃气热喷涂已经有上百种。
高速氧燃气喷涂优缺点及使用范围
高速燃气喷涂的最突出的优点在于可以喷涂高质量的碳化钨涂层。涂层致密,结合强度高,氧化物含量低。它用于航空与空间技术,泵及压缩机轴,阀门,密封面,造纸业的辊子以及石化工业中需要耐磨耐腐蚀的场合。HVOF比等离子喷涂层具有更高的结合强度,低氧化物含量,更好的耐磨性能以及更高的沉积率。由于涂层内应力较低,涂层可以更厚。而且HVOF喷涂时需要控制的参数只有等离子喷涂的一半,因而喷涂简单,涂层质量重复性好。
由于高速氧燃气喷涂的温度较低,一般说来不适于陶瓷材料的喷涂。但是有的喷涂枪(例如 Top Gun,HV-2000)具有较高的加热能力,可以获得十分致密的陶瓷涂层。
用HVOF涂层代替镀硬铬层已经取得很大的成功。这免除了非常困难的电镀废液处理问题,也解决了厚镀层(0.5mm以上)电镀的困难。
高速氧燃气喷涂带来的涂层质量的提高使热喷涂层的应用领域也有了新飞跃。喷涂的Inconel涂层已经成功地解决了某些应力腐蚀问题。用HVOF涂层取代耐腐蚀的堆焊层的工作也有乐观的进展。
高速氧燃气喷涂的缺点在于较高的使用成本与高噪音,为了在很高的粒子速度下对粒子进行足够的加热,它需要很高的热功率,从而需要非常高的燃料与氧气消耗量。相当比例的热能要损失于冷却水。例如JP-5000在工作时,冷却水带走80kW,占总燃烧热能的30%。很高的热功率也使工件基体受到强烈的加热。这需要通过强烈冷却基体。或用很高的枪与工件的相对移动速度来解决。这也进一步提高了使用成本。
更多信息>>
如果您对我们的产品感兴趣,请随时联系我们:
邮箱:sales@chinatungsten.com
电话: +86 592 5129696 / 86 592 5129595