金属溶射
金属溶射簡単な紹介
金属溶射は、保護コーティング技術のための材料を生成するために、基板表面上に溶融金属粒子の高速ジェット流です。金属化機能は次のとおりです。ワークの無制限の大きさは、基板は、一般的に加熱されていない以上200℃は、コーティングと基板との密着性がMPaで7までであり得ます。表面粗さはRa1.25ミクロンに低減することができる噴霧後、Ra0.16〜0.04ミクロンに加工することができます。しかしながら、処理の後、貧しいの表面をコーティングするアーク放電法は、一般的な精密加工物のレベルに達することができます。
金属、金属材料を溶射
最も広く使用される金属材料は、主に鋼の大規模構造を保護するために、亜鉛、アルミニウム及びアルミニウム - 亜鉛合金です。1952年、中国は、メンテナンスの多くを保存し、上部のスプレー亜鉛成功淮南で35264キロボルトの送電塔の発電所を持っていました。溶射アルミニウムコーティング亜鉛は、過酷な産業大気と海洋大気中の作業員よりも適しているだけでなく、耐摩耗性、高温酸化および硫黄含有化合物ガスの耐腐食特性を有します。
金属スプレー塗布
機械修理のために①。アークによって炭素ばね鋼線または修復摩耗クランクシャフトと機械軸を噴霧します。 CR13鋼大きなスプレー修復可能な押出ハンマー。噴霧後、それは、機械加工、研磨、その後、フェノール樹脂で閉じ、閉じた孔を打撃する必要があります。大型蒸気加熱ロールの熱およびニッケルクロム合金層は、研磨や修理用いたアーク溶射方法。強力な抗化学メディアのための機械部品②。このような酸破砕油のような、多くの場合、15〜28%の塩酸、ニッケルを溶射利用可能なプラズマトーチ動作するため、車のプランジャーを使用 - クロム - ホウ素 - ケイ素自溶性を。アークまたはプラズマにより酸腐食を酸化する塩素イオンを含有する撹拌機によって、ポンプハウジングなどの表面を防ぐために保護雰囲気中でチタンまたはタンタルのチタン層の溶射法。機械部品の耐摩耗性を向上させるため③。プラズマ溶射クロム鋳鉄で普通鋼に、石炭を使用プレートの中央で二回鉱山スロットマシンに拡張することができます。大型航空機エンジン部品の数千、粉末被覆された金属、セラミックおよび耐火金属材料、オーバーホール時間が16,000時間に4000時間より延長することができます。 ④他の機械部品は、摩擦特性を改善するために使用されます。アルミニウム青銅アーク溶射法による鋳鉄のベースにオフショアフローティングクレーン大きなスラスト軸受を製造する全キャストブロンズ部品を交換することができます。クロム鋼及び鋼線は、アルミニウム合金マトリックスの二種類のスプレー自動二輪車用ブレーキディッシュを製造することができます。
金属溶射機器
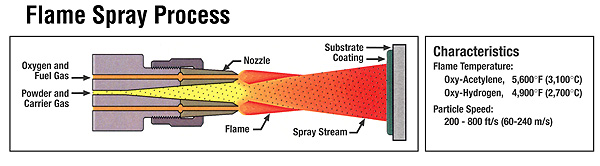
機械産業は、一般的に金属線を噴霧するための電気アーク溶射ガンで使用されています。金属線と金属セラミックおよび耐火性酸化物コーティングのための溶射ガン。プラズマアーク溶射ガンと、プラズマ溶射コーティングは、粉末のすべてのタイプに適しています。アークと一般腐食および修理のための火炎スプレーガン、亜鉛とアルミニウムを噴霧するための手段は、毎時以上の200キロを排出することができる、請求、他の機能のために、このような厳しい緻密な塗膜密着性の要件として、そしてより高エネルギー、高エネルギープラズマ溶射、真空プラズマ溶射。金属、特に金属とセラミック耐火性酸化物のコーティングのために、音の2〜3倍の速度までの速度でグリットコーティングされたデバイスを爆破。
経済的な金属被覆層の品質を確保するために、適切な適用方法と応用材料を選択することに加えて、しかし工程プロセスを散布し、必要後、噴霧前。密着性を向上させるために、予め機能性金属コーティングは、しばしば、噴霧造粒法またはスプレー続く切断糸を、被覆層(ニッケル、モリブデン、等)、又は塗装される表面に結合して結合されたグリットの処理を必要とするか、またはスロット結合コーティング。品質検査の溶射層、及び必要な閉鎖プロセスおよび対応する終了後。
さらに詳しい情報>>
当社の製品に興味がある場合、ご連絡ください:
メールボックス:sales@chinatungsten.com
電話: +86 592 5129696 / 86 592 5129595
ファックス: +86 592 5129797