高速酸素ガス溶射
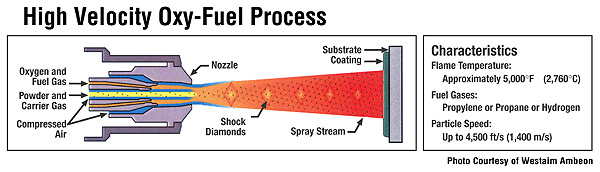
高速酸素ガス溶射プロセスの特長
ガス速度ガス溶射速度は〜2930メートル/秒1370です。これに対応して480〜1020メートル/秒の粒子飛行速度をスプレー。 1650ダオ2760℃の間の燃料の種類、反応条件に応じて、高速ガス炎の流れのための典型的な温度。これは、低10000℃のプラズマ溶射の温度よりも、ほぼ以上です。高いため、燃焼室の圧力と長いノズルの長さ、火炎流中の粒子は、良好な加速と効率的な熱交換することができます。しかしながら、噴霧粒子は程度に加熱し、依然として十分に溶融することが困難であるが、過熱せずにされています。高速は、偉大な勢い粒子は、信頼性の高い、細かく分割された酸化物の組み合わせを十分な変形で基板表面が発生するストライキ、非常に緻密なコーティングがあります。加熱時間は、粒子のノズルの長さに依存します。ガン、コーティング材料の種類と粒径分布、典型的には75〜305ミリメートルの間のノズルの異なる構成によれ。プロセスの粒子の加熱の程度が重要です。過度の熱がノズルの内壁に付着した粒子の溶融を引き起こす可能性があり、ノズル壁は真剣に、通常、噴霧の蓄積に影響を与えます。この蓄積現象を防止するためには、高速ガス溶射のために重要な問題です。
高速酸素ガスプラズマ溶射材料
高速ガスタングステンカーバイド溶射コーティング技術が始まったが、それは、任意の金属、合金および複合粉末コーティングを達成することができます。溶射材料の種類と持続的発展の応用。最適なコーティング結果を得るために、粉末粒子のサイズおよび分布は非常に過酷です。過度の微粉末粒子は、噴霧すると、長時間連続して働くことができないように、炎の長いストリームで、ノズルの内壁に堆積溶け。粉末の形態とその性能の製造プロセスは、専用の溶射用粉末よい典型的には70%〜75%の蒸着速度に大きな影響を有します。現在市販高速ガス溶射法は、数百を持っています。
高速酸素ガス溶射と長所と短所の使用
最も顕著なの高速ガス溶射の利点は、高品質の炭化タングステンコーティングを噴霧することができるということです。緻密コーティング、高い接合強度、低い酸化物の含有量。これは、航空機で使用され、宇宙技術、ポンプやコンプレッサーシャフト、バルブ、シール面、ロール紙および石油化学産業は摩耗や耐食性アプリケーションする必要があります。プラズマ溶射層よりHVOFは、高い結合強度、低い酸化物含量、より良好な耐摩耗性と高い堆積速度を有しています。その理由は、被覆の低い内部応力、コーティングが厚くてもよいです。HVOF溶射パラメータとそのスプレーが簡単で再現性コーティング品質であるので、等プラズマ溶射の半分のみを制御する必要があります。
セラミック材料を噴霧するために一般的に適していない低速酸素燃焼溶射温度まで。しかしながら、高暖房能力を有するいくつかのスプレーガン(たとえばトップガン、HV-2000)は、完全に緻密なセラミックコーティングを得ることができます。
代わりに硬質クロムめっき層のHVOFコーティングは大きな成功を収めてきました。これは、困難な電気廃棄物処理の問題を排除するだけでなく、コーティングの厚み(0.5ミリメートル以上)めっきの難しさを解決します。
高速酸素ガススプレーコーティングは、改良された品質のアプリケーションは、溶射層はまた、前方に新たな飛躍を持っていることを確認します。インコネル、コーティングが正常応力腐食の問題の一部を解決した溶射。耐食表面仕上げ作業も楽観的進歩のHVOFコーティング層で置換されています。
高速酸素ガス溶射粒子の順に、非常に高い粒子速度で高コスト及び高ノイズの使用は、十分に加熱することの欠点は、非常に高い燃料及び酸素消費量を必要とし、高い熱出力を必要とします。冷却水への熱損失のかなりの割合。例えば、JP-5000は、動作中の冷却水80kW、総燃焼熱の30%です。高火力発電も被加工基板激しい加熱の対象となります。これは、マトリックスを通して強力な冷却を必要とします。または高い相対ガンの移動速度と解決すべきワーク。これにより、コストが増大します。
さらに詳しい情報>>
当社の製品に興味がある場合、ご連絡ください:
メールボックス:sales@chinatungsten.com
電話: +86 592 5129696 / 86 592 5129595
ファックス: +86 592 5129797